

广州市霏鸿智能科技有限公司
电话:86 20 66606238 / 86 20 86920099
86 20 86920418 / 86 20 86920578
传真:86 20 86920126
地址:中国广东省广州市花都区芙蓉大道中段118号
邮编:510860
邮箱:feihong@dvwggn.com
网址:dvwggn.com
| 顺序号 | 手机配置功能表及cpu简述 | 单位名称 | 用户 | 备注名称 |
| 1. | FH 服务器铸件 (防尘盖粘土矿物铸件) | 台 | 1 | |
| 2. | Siemens ONE 调整模式 | 套 | 1 | |
| 3. | 提示 器:22 LCD | 套 | 1 | |
| 4. | FH 五轴加工中心多功用摆头(B 轴) | 套 | 1 | |
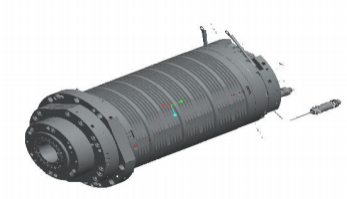
| 5. | 凯斯乐MT100L-S12车铣电设备主轴 | 只 | 1 | |
| 6. | X/Y/Z 轴空芯降温滚珠丝杆螺母 | 件 | 3 | |
| 7. | 铣/车直驱转台(C 轴) | 套 | 1 | |
| 8. | B 轴 RCN8380 29 bits 绝值识别码器 | 只 | 1 | |
| 9. | C 轴 RCN2580 28 bits 绝对性值商品代码器 | 只 | 1 | |
| 10. | INA 滚柱直线导轨 | 套 | 6 | |
| 11. | 夹头风空气冷却装置 | 套 | 1 | |
| 12. | 车床环状洒水 | 套 | 1 | |
| 13. | 车铣复合头月牙水喷,月牙吹气 | 套 | 1 | |
| 14. | 前、侧作业门安全的互锁系统各 | 套 | 1 | |
| 15. | 防渗业务仓灯具照长明灯 | 只 | 2 | |
| 16. | 液压多路阀站 | 套 | 1 | |
| 17. | 中共中央集中授课进给保养设施 | 套 | 1 | |
| 18. | 使用侧净化洗车水枪及空气的枪 | 套 | 1 | |
| 19. | 车削液平台 | 套 | 1 | |
| 20. | 全封闭式或许防护板金 | 套 | 1 | |
| 21. | 方法箱 | 套 | 1 | |
| 22. | 机械柜放凉单位 | 套 | 1 | |
| 23. | 西门子系统微电子手轮 | 只 | 1 | |
| 24. | 脚蹬式机床主轴松刀启闭 | 只 | 1 | |
| 25. | 数控机床四色灯 | 套 | 1 | |
| 26. | 40 把 HSK-A63 数控刀及伺服控制器自己换刀体系 | 套 | 1 | |
| 27. | X/Y/Z 三轴坚决值光栅尺 | 套 | 3 | |
| 28. | 回旋卷屑装置设备和第二排式铁砂运输机含铁砂车 | 套 | 1 | |
| 29. | 雷尼绍OMP60红外测头装备 | 套 | 1 | |
| 30. | 雷尼绍 NC4F230 激光手术对刀仪系统 | 套 | 1 | |
| 31. | 桩基品质垫件及核心螺柱 | 套 | 1 | |
| 32. | 技巧手则 | 套 | 1 |
| 品种/型号规格 | Model | 企业 | FH60P-C | |
| 过程 | ||||
| X轴形成 | X axis travel | mm | 600 | |
| Y轴路程 | Y axis travel | mm | 800 | |
| Z轴旅程 | Z axis travel | mm | 600 | |
| 设备的主轴一端至运转台离 | Distance from spindle nose to work table surface | mm | 150-750 | |
| 臥式铣头 | Horizontal milling head | mm | 30-630 | |
| 进给/快移时间 | Feed/fast moving speed | m/min | 40 | |
| 进优秀 | Feed force | KN | 10 | |
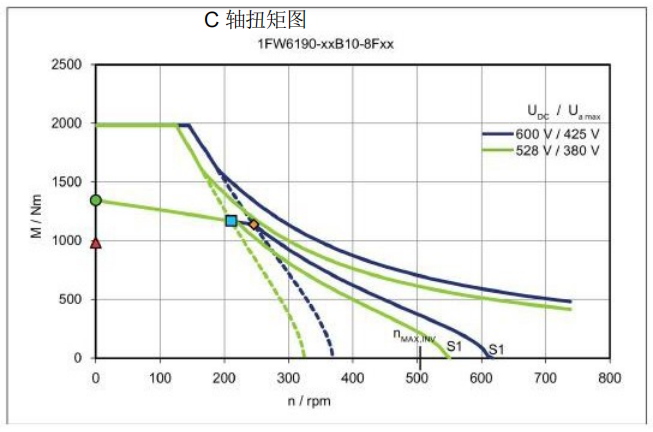
| 补偿器作业台(C轴) | ||||
| 岗位台尺寸 | Working table size | mm | Ø660 | |
| 较大 的工作台面承受 | Max.table load (mill) | kg | 2000 | |
| 办公台大速比 | woking table speed | rpm | 550 | |
| 超小拆分角度看 | ° | 0.001 | ||
| 额定值扭距 | Nm | 807 | ||
| 极限发动机功率 | Nm | 1430 | ||
| 数铣摇动铣头(B轴) | ||||
| 摇摆时间范围(0=径直 /180=级别) | Swing range(0=Vertical/180=Level) | ° | -15~180 | |
| 快移速率及进给速率 | Fast moving and feeding speed | rpm | 50 | |
| 轻柔的分隔方面 | ° | 0.001 | ||
| 額定扭力 | Nm | 743 | ||
| 极大扭力 | Nm | 1320 | ||
| 轴(铣车) | ||||
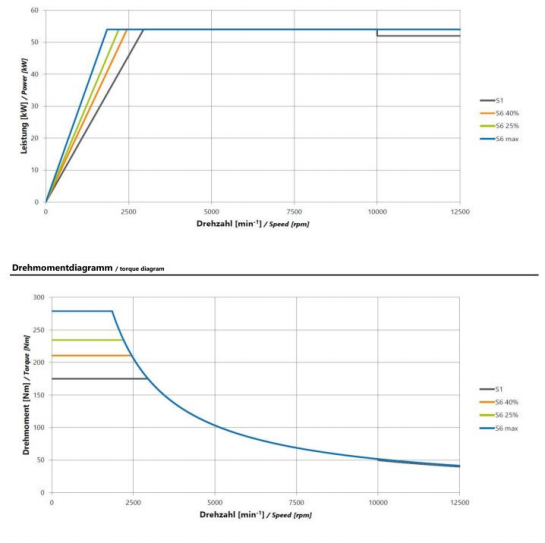
| 伺服电机最大化钻速 | Spindle speed | rpm | 12500 | |
| 主要热效率(S1/S6) | Spindle power | Kw | 54/54 | |
| 主轴的扭力(S1/S6) | Spindle torque | Nm | 175/211 | |
| 设备主轴锥孔 | Spindle tapre | HSKA63 | ||
| 金桥铜业跨接线的截面积大小/舱位 | Model | 政府部门 | FH60P-C |
| 数控刀库 | |||
| 钨钢刀音频接口 | Tool interface | HSKA63 | |
| 数控刀使用量 | PCS | 40 | |
| 比较大加工件外径/厚度/ 载重量 | Max.tool diameter/length/weight | Ø85/300/8 | |
| 换刀时段(刀对刀) | Tool switch(Tool to) | S | 4 |
| 量测仪器 | |||
| 红外线测头 | Infrared probe | Rensishaw OMP60 | |
| 生产制造居民小区高速钢锯片在测量 | Tool detection instrument in working processing area | Rensishaw NC4F230 | |
| 地段gps精度(ISO230-2及VDI3441) | |||
| X/Y/Z地位计算精度 | X/Y/Z positioning accuracy | mm | 0.008 |
| X/Y/Z反复导航定位精度等级 | X/Y/Z Repeat positioning accuracy | mm | 0.005 |
| B/C位置的精密度 | B/C positioning accuracy | 8" | |
| B/C重叠位置精确度 | B/C Repeat positioning accuracy | 4" | |
| 金桥铜业跨接线的截面积大小/机器 | Model | 公司的 | FH60P-C |
| 操纵器 | |||
| 台湾软件 | Control system | Siemens ONE | |
| 另外 | |||
| 磨床含水量 | Machine weight | Kg | 25000 |
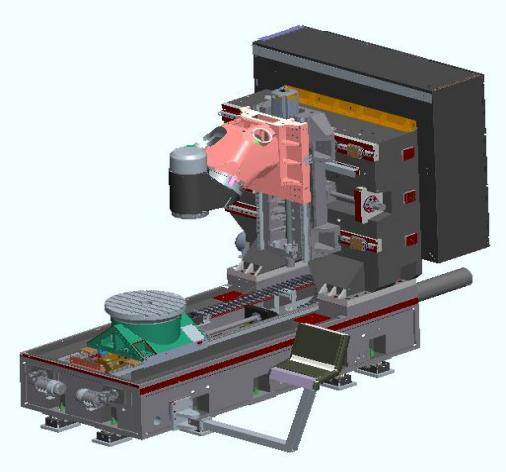
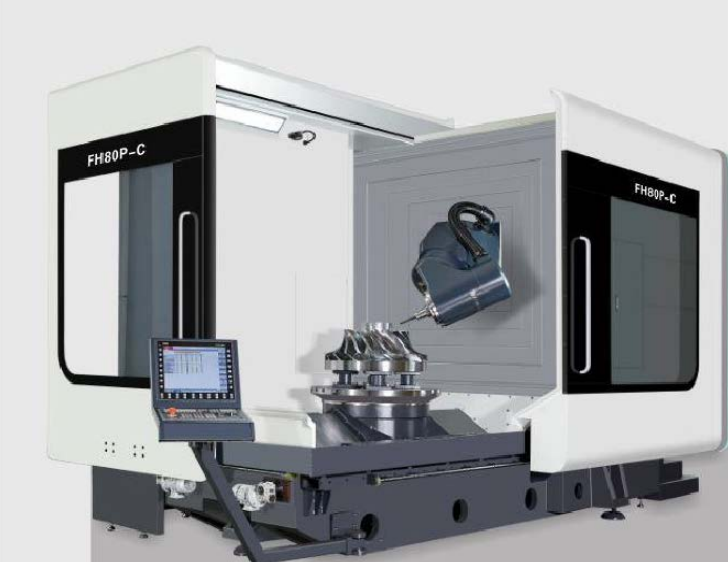
◆ 全箱型热对称铸件结构,采用米汉纳等级高级铸铁
◆ 回火加自然时效处理,消除内应力
◆ 结构自然频率振动消除材料加工应力
◆ 全面壁大面积高刚性立柱设计,有效提升刚性与静、动态精度
◆ 三轴中空冷却丝杠驱动
设计特点
◆ 根据自己机器的特性,自主研发生产。
◆ 在FH60P-C机型采用HSK-A63的锥孔。
◆ 采用外部冷却系统循环冷却,有效保证电主轴的应用。
 |
 |
◆自主设计及生产。
◆内藏式DD马达零传动链无背隙设计。
◆高加速特性。
◆最短主轴刀尖点与结构支撑点跨距,实现切削最大刚性。
◆较大的YRT轴承提高刚性。
◆配海德汉RCN8380系列绝对旋转编码器测量系统,全闭环控制,确保最佳精度。
◆B 轴冷却系统设计,减少热传递。

◆ 自主设计及生产。
◆ 内藏式DD马达零传动链无背隙设计。
◆ 高加减速反应特性。
◆ 较大的YRT 轴承提高刚性。
◆ 大额定驱动扭矩,定位加工附工作台定位夹紧装置
◆ 满足铣加工需求,减少搬运工件,提高产品精度。
◆ 配以海德汉高精度旋转编码器测量系统,全闭环控制,确保最佳精度。
◆ 冷却系统设计,减少热传。

选型特点
◆ 选择用于五轴联动的控制主机NCU730.3B(系统详细功能配置详见功能表)
◆ 具备RTCP功能
◆ 选择西门子具有3倍过载能力的S120驱动器和高运动特性性的1FT系列电机
◆ 选择TCU30.3+ICP427E作为HMI交互主机,IPC具备更高的运算速度和更高的存储空间

设计特点
◆ 自主设计和生产。
◆ 选刀、换刀采用伺服电机控制终端动作,更稳定、更准确。
◆ 结合SiemensONE的刀具管理功能,更高效的进行刀具管理。

设计特点
◆ 配备Ransishaw NC4F230 非接触式激光对刀仪,精密度更高。
◆ 在机自动对刀,刀具补偿自动更新。
◆ 可升降对刀仪装置,节约加工面空间。
◆ 全密封钣金设计,保护对刀仪不受加工时的水及铁屑损伤。
设计特点
◆ 配备 Ransishaw 触发式光学测头。
◆ 在机工件找正和尺寸检测,减少人工检测误差,提高产品精度及加工效率。
◆ 在机辅助时间节省 90%。

3.12照明
工作区域配置两盏 LED 灯,照明之照度维持在 800LUX 以上,为操作者提供适当的明亮作业环境。
3.13操作性
操作侧设置对开式拉门,提供超大开门空间,方便工件能自如的使用天车从三个方向装卸
| 产品 | 环镜叁数水平 | 备注名称 |
| 室内温度 | 17℃~25℃(运营时) | 为使车床的可靠性强,精密度做到在指定的的空间内, 合适条件室温规定17℃~25℃,工作温度不 超±2℃/24h。能够的空间 15℃~40℃ 人生理想程序运行条件室温±2℃。 |
| 0℃~60℃(装卸搬运时) | ||
| 相对湿度 | 20℃时 40%~70% | 无结霜现象 |
| 振动模式 | 0.5G 下面 |
◆ 阳光直射
◆ 湿度大
◆ 温差大
◆ 振动
◆ 强磁场
◆ 多尘
◆ 车库
◆ 有汽车频繁往来的车道
◆ 压力或冲压设备
◆ 电焊、点焊或氢弧焊
◆ 变电站
◆ 高压线路
◆ 易产生粉尘的设备或加工
◆ 外观检验
◆ 机械本体标准规格验收
◆ 无负荷 24 小时运转
| 机械设备机型:FH60P-C | 设备称谓:五轴联合联合工艺心中 | ||
| 出产代号: | 量产准确时间: | ||
| 检查工程项目收录原则:GB/T34880.2-2017 和 FH 霏鸿厂标 允差值原则引述:FH 霏鸿厂标 几何体要求查测步骤和生活条件引证规范: GB-T 17421.1-1998 导航定位控制精度验测步骤和水平引证标淮:VDI3441-1997 /ISO230-2:2006 | |||
| 序列号 | 判断項目 | 允差值 | 查测值 |
| 1. | 业务不锈钢台面的水平 | a(Y 轴领域盘):0.04/1000mm b(X 轴领域盘): 0.04/1000mm | a :____ /1000mm b: ____ /1000mm |
| 2. | X 水平线的动作和 Z 水平线的动作间的重直度 | 0.01/300mm 须注标:左倾或右倾 | ____ /300mm |
| 3. | Y轴网行动和Z轴网行动间的 竖直度 | 0.01/300mm | ____ /300mm |
| 4. | X轴网行动和Y轴网行动间的 纵向度 | 0.01/300mm | ____ /300mm |
| 5. | 作业大理石台面和X中线移动间的平 行度。 C轴在0°是检侧 | X≤500mm:0.010mm 500mm<X ≤1000mm:0.020mm | ____ mm |
| 6. | 运作灶面和Y水平线运转间的平 行度。 C轴在0°是查重 | Y≤500mm:0.010mm | ____ mm |
| 7. | C轴0°地位国家标准T型槽边侧与X 基准面转动的平行面度 | 0.02/1000mm | ____ /1000 mm |
| 8. | 轴的周期公式性载荷窜动 | 0.01mm | ____ mm |
| 9. | 设备的主轴锥孔的径向活跃 : a) 紧靠设备主轴跨中; b) 距数控车床主轴两端200mm 处。 | a) 0.004mm b) 0.010mm | a): ____ mm b): ____ mm |
| 10. | 本职工作的台中心站孔和本职工作的面抖动: a) 的工作台面中心站孔的径向 摆动; b) 本职操控台本职工作上面的内孔 圆转动。 | a) 0.010mm b) 0.010/500mm | a): ____mm b): ____/500 mm |
| 11. | B轴在0°时主轴轴承基准面和Z基准面 健身运动间的成平行线度: a) 在YZ保持垂直单面内; b) 在XZ斜面平面图内。 | a):0.010/300 mm b):0.010/300mm | a): ____ /300 mm b): ____ /300 mm |
| 12. | B轴在180°时主轴电机中心线和Y轴 线的运动间的倾斜角度: a) 在ZY 垂直面立体图内; b) 在XY保持竖直水平内。 | a):0.010/300 mm b):0.010/300mm | a): ____ /300 mm b): ____ /300 mm |
| 13. | B轴在0°时主轴的换向轴网与C 轴/车厨房操作台在X向的铅直度 | 0.010/300mm | ____ /300 mm |
| 14. | B轴在0°时主轴电机旋转气缸中轴线与C轴/车面板在Y向的维持度 | 0.010/300mm | ____ /300 mm |
| 15. | X轴追踪定位精度等级 | 0.006mm | |
| 16. | X轴反复精准定位计算精度 | 0 004mm | |
| 17. | Y轴定位手机精密度较 | 0.006mm | |
| 18. | Y轴重叠定位手机精确度 | 0.004mm | |
| 19. | Z轴位置高精准度 | 0.006mm | |
| 20. | Z轴按顺序定位手机精密度 | 0.004mm | |
| 21. | B轴精确定位精密度较 | 8 ″ | |
| 22. | B轴抄袭地位计算精度 | 4 ″ | |
| 23. | C轴位置定位可靠性强,精密度 | 8 ″ | |
| 24. | C轴相同定位手机导致精度 | 4 ″ | |


各省业务电活
安徽市霏鸿智慧科技开发有现新公司
电话:86 20 66606238 / 86 20 86920099 / 86 20 86920418 / 86 20 86920578
国内业务负责人:13902405737 李经理
国外业务负责人:15013121816 吴经理
传真:86 20 86920126
地址:中国广东省广州市花都区芙蓉大道中段118号
邮编:510860
邮箱:feihong@dvwggn.com
网址:dvwggn.com

